
Davy's CNC Machining Center
I eventually realized that what I yearned for more than anything was a *real* CNC machining center. My first two mills were really just toys, nothing serious. Once again, being the intrepid engineer that I am, I endeavored to build a new CNC. But this time, it must be industrial grade!!
Here's a picture of what I have so far...
Figure 1. Current Status of Davy's Machining Center as of September 2008.
The picture above shows the most current status of the project.
As you can see, large portions of the project have already been completed. The automatic tool changer (ATC) is nearly done. All parts for motorizing the X, Y, and Z axes are finished, but have not yet been fully assembled. Obviously, this is still a work in progress. I hope to finish by the end of 2009.
And here's a picture of what I have in mind by the time I'm done.

Figure 1. Solid Model of CNC Machining Center
The picture above was taken from my Solidworks 3D model of the CNC machining center that I am currently building. The assembly consists of more than 500 parts. I have modeled every minute detail for every part in the assembly, including even the bolts, fasteners, and weldments. After all, when undertaking such a monumental project, one must be absolutely meticulous to minimize unnecessary setbacks. Modeling and design took about one month's worth of my spare time.
Enter the RF45 Vertical Mill Clone

Figure 3. RF-45 Clone from Lathemaster.com
My first task was to choose a manual vertical mill for upgrading. I looked long and hard, and finally settled on the RF45 Rong Fu Clone. These clones are "knock-offs" made in China. The "authentic" Rong Fu RF45 mills are made in Taiwan. The Taiwanese made mills are reportedly slightly better in quality, but they cost $1,000 more than the clones. Personally, I couldn't tell much difference between the Taiwanese and Chinese made ones. So, I opted to save $1,000 bucks.
Building the Enclosure
After hauling the RF45 clone into my garage, I took measurements and started building the enclosure. Hauling this sucker was no easy task. This machine was sooo heavy. I needed to buy a crane to get it in there.

Figure 4. Enclosure Base Legs and Support Frame
I primarily used square tubing and L-brackets for building the base of the enclosure frame. The sidewalls and flood coolant basin will be constructed later from L-brackets only.

Figure 5. Enclosure Base
After bolting all the tubing and brackets together, I welded the joints. I bought myself a 90 amp flux wire arc welder from Harbor Freight to do the job.

Figure 6. Flux Wire Arc Welder
I had no prior experience with welding, but I'm a quick learner. I first welded several test parts just to "get the hang of it". I also tested the joint strength of my test parts with a jack hammer, and I could not break the joint.
Then, I proceeded to weld the enclosure. I also learned the hard way that any and all skin needs to be covered during welding!! Apparently, the arc welder emits excessive amounts of UV radiation. I was wearing shorts and T-shirt at the time, and got sunburned all over my arms and legs!! Ouch! I won't make that mistake again.
Next, I assembled sheet metal onto the enclosure base. The sheet metal was not welded, but bolted. At this point, I decided to temporarily stop work on the enclosure.

Figure 7. Sheet Metal on top of Enclosure Base
Enough of the enclosure has now been built to support the mill. So, I temporarily decided to stop work on the enclosure here.
Rebuilding the Mill from Ground Up
Now, it was time to disassemble the RF45 clone. After tearing it down, I examined every component in detail to make sure I understood how it all worked together. I also lapped all the ways with fine grit lapping compound to reduce travel friction.
One of the things I noticed was that minor modifications to the Mill Base would extend Y-Axis travel. I am absolutely obsessed with getting as much travel as I can with my machines!! Must have more travel!!
So, I proceeded with my trusty dremel tool, and took a slice off the Y+ stops.

Figure 8. The All-versatile Dremel Tool Slicing off Y+ Travel Stops
Here's another view of what I sliced off.

Figure 9. Good Riddance of the Y+ Travel Stops.
Then, I used my jigsaw and took a swipe at the Y- side of the Mill Base.

Figure 10. Jigsaw to the Rescue.
Here's another view of what I sawed off. I went through several saw bits to do this job.

Figure 11. Extending Y- Travel.
Then, I bolted the Mill Base on the the Enclosure Base.

Figure 12. Mill Base Mounted onto Enclosure Base
Next, I assembled the X, Y, and Z axis anti-backlash ball nut subassemblies. The original screws were ACME with 8TPI. I got rid of those in favor of anti-backlash ball screws and nuts. The following pictures depict assembly steps for one of the ball nuts and screw subassemblies.

Figure 13. Ball Nut on Ball Screw With Disc Spring Retainer
I used disc springs to provide the anti-backlash load, and pre-loaded all ball nuts to 80 lbs.

Figure 14. Disc Springs installed into Retainer

Figure 15. Fully Assembled Anti-Backlash Ball Screw and Nut
Then, I installed the Y-axis ball nut and screw subassembly and mounted the XY saddle.

Figure 16. Installed XY Saddle
Before mounting the XY saddle, I drilled some oil holes, and installed some threaded pipe fittings. The oil holes allow all the ways to be oiled simultaneously and remotely with an oil pump.

Figure 17. Oil Tubing and X-Axis Ball Screw and Nut Subassembly
Then, I connected tubes between the fittings and the oil manifold. I also installed the X-Axis ball nut and screw subassembly.

Figure 18. Oil Manifold on left side of the XY Saddle
Next, I installed the Y-Axis Motor.

Figure 19. Y-Axis Motor Mounted
Then, I installed the XY Table.

Figure 20. XY Table Installed
Now it was time to tackle the Z-Axis. I installed the Z Column, Z-axis ball nut and screw subassembly, and Z Saddle.

Figure 21. Z-Axis Components Assembled
Here's a close up of the Z-Axis Motor Mount.

Figure 22. Z-Axis Motor Mount.
Now, it was time to mount the spindle head onto the Z Saddle.
Up to this point I had avoided using my crane. But the spindle head weighs about 400 lbs. So, there was no way I could accomplish this without some kind of mechanical leverage.

Figure 23. Heavy-duty Lifting of Spindle Head.
The spindle head needed to be very carefully balanced and positioned while bolting it to the Z-Axis Saddle.

Figure 24. Assembling the Spindle Head onto Z Saddle.
Next, the spindle motor and mount were assembled onto the top of the spindle head.

Figure 25. Installed Spindle Motor
I got rid of the AC motor that originally came with the RF45 clone, and replaced it with a 130V DC motor. I must have a DC motor for these spindles so that the RPM can be more easily controlled.
The Automatic Tool Changer
Now it was time to build the automatic tool changer (ATC). The ATC is the main advantage of this mill over my first two concoctions. First I assembled and ATC mounting frame.

Figure 26. ATC Mounting Frame
Then, I bolted the mounting frame onto the left side of the Z Column. There are slots in the frame for allowing it to be adjusted in rotation and tilt.

Figure 27. ATC Mounting Frame Installed onto Milling Machine
Next, I machined the "Lazy Suzie" base of the ATC, and pressed fit some dowel pins for locating purposes.

Figure 28. ATC Lazy Suzie Base Plate with Thrust Bearing Races
Now, I needed some Tool Grippers for gripping each of the tools. I designed the ATC to hold a maximum of 10 tools. So, naturally I needed to build and assemble 10 Tool Grippers.

Figure 29. Tool Gripper Subassembly
Then, I bolted the Tool Grippers onto the Lazy Suzie ATC base.

Figure 30. Tool Grippers Installed
Then, I installed the thrust bearings and top pieces of the Lazy Suzie.

Figure 31. Completed Lazy Suzy ATC Subassembly
Next, I assembled the ATC X-Axis slide and Lazy Suzie attachments.

Figure 32. ATC X-Axis Slide and Lazy Suzy Mount
Finally, the completed ATC. The only thing that's left is installing the linear actuator and rotary motor, which I plan to do later.

Figure 33. Fully Assembled ATC.
In order for the tool changer to be functional, it machine needs to be able to engage and disengage tools. So, I started building the Tool Engage/Release Mechanism next.
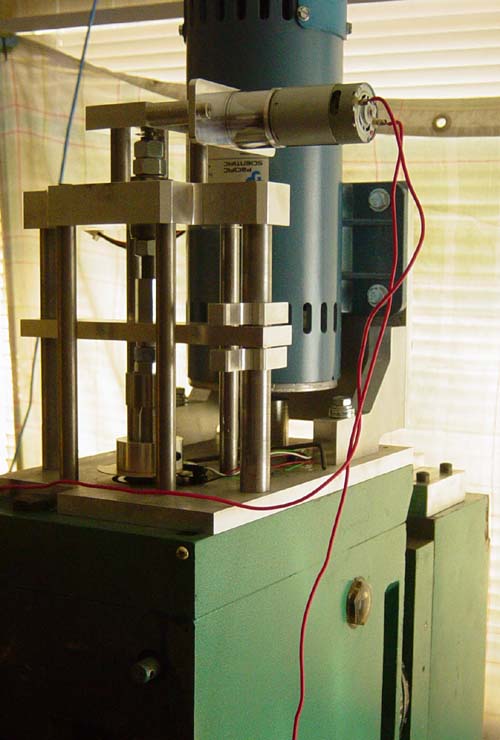
Figure 34. Tool Engage/Release Mechanism
Well, that's all for now. Come back soon for future updates of this project.